高新技术企业ISO9001
服务热线:135-3042-8982

超声波塑料焊接
频率高于20kHz的声波称为超声波。超声波焊接技术是功率超声的重要分支。与其它连接封合技术相比,超声波塑料焊接具有以下优势:
(1)焊接时间短,效率高。一般超声波焊接过程在数秒内可完成,适用于大批量生产。
(2)局部产热,无需外部热源。该方法中,超声振动的机械能在设计的焊接区直接转变为热能,热影响区小,能够减小整体变形和残余应力。
(3)适用的材料范围广。几乎对所有的热塑性聚合物和部分半结晶聚合物都适用。
(4)无需焊料等中间介质。超声波塑料焊接靠器件自身材料的熔融实现连接,焊接过程中不引入外来物质,这对材料有严格要求的应用是非常有用的。
图1是典型的超声波焊接设备结构组成,由电路系统、机械装置以及声学系统组成。
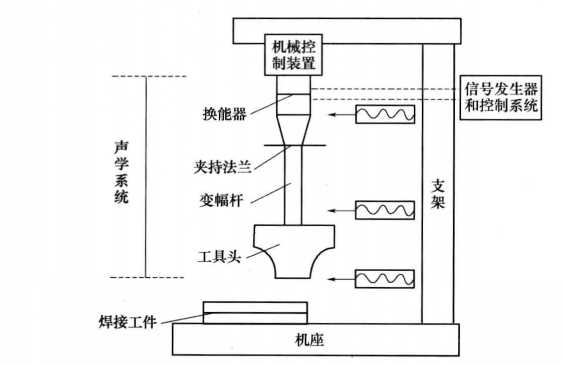
图一 超声波焊接设备
电路系统包括信号发生器和机械装置控制系统。信号发生器将输入的交流电信号转换成超声频率的电信号。机械装置的控制系统用来控制焊接过程中各部件的运动状态。
机械装置包括支架、机座、调平等焊接辅助设备、能够带动声学系统运动的机械装置等。
声学系统是超声波焊机的核心部分,它主要包括换能器、变幅杆以及工具头三部分。其中换能器是将电路系统中输人的电信号通过压电﹑磁致振动等原理转化成超声频率的机械振动信号。一般换能器直接输出的超声振动幅值较小,当振动信号通过一个专门设计的变幅杆之后,振动信号会被放大。工具头的作用是将超声波振动传导到焊接工件中,要求焊接过程中工具头要与焊件接触良好。
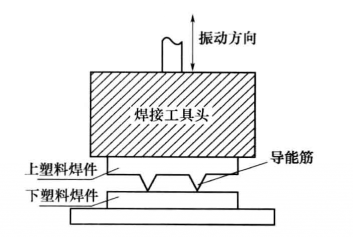
图二 超声波聚合物焊接原理
如图2所示,超声波焊接通过导能筋的引导作用使能量在特定区域集中,导能筋熔融后实现器件的局部连接,而通过超声波产生热量的机理目前还没有一致的观点。目前,关于超声波聚合物焊接的产热内在机理主要有以下观点。
1) 高频摩擦熔焊
待焊接件的表面在压力作用下被紧密贴合,当超声振动传递到待焊的聚合物器件表面时,质点会被超声波激发而快速振动,接触表面因振动而产生摩擦,因摩擦使焊接面的温度升高,直至达到材料的熔融实现熔融连接目的。非焊接面不产生摩擦,因此温度不会升高,焊接过程中也不会受到损坏。
2)应力应变的储能及转换机理
对于聚合物这类黏弹性体来说,超声波在聚合物体中传播产生机械功,机械功的表现方式是聚合物质点因振动引起的连续交替的受压和解压。交变应力施加到材料上时,材料的力加载和卸载曲线不能完全重合而形成封闭环路,环路所包围的面积代表材料内所积聚的能量,这是分子的黏滞效应所致,持续的高频交变应力荷载使材料温度迅速升高,在聚合物超声波焊接过程中,产生的热量直接影响焊接界面的温度,影响连接面的熔化行为。
3) 聚合物摩擦热和黏弹热复合产热机理
张宗波等通过理论分析和实验验证,提出超声波作用下聚合物摩擦热和黏弹热复合产热机理的观点,认为摩擦热是该过程的启动热源,而黏弹热是聚合物发生熔融的主要热源。
超声波塑料焊接工艺操作简单、安全可靠,焊接速度快,降低了产品成本,提高了经济效益。同时还可以选用铆接、埋植、切割、成型、封口等方式进行焊接,焊接形式多样,能满足不同场合的要求。超声波塑料焊接的突出优点正好克服了传统塑料连接的缺点,并且能够实现产品的大规模大批量生产,自动化控制。