高新技术企业ISO9001
服务热线:135-3042-8982

超声波焊接技术
超声波焊接是利用高频振动波(大于16kHZ)传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间熔合的焊接方法。
1.2超声波焊接分类
按声波的高频振荡能量传播方向可分为如下两种基本类型:1)声波垂直于焊件表面:指超声波的振动方向与焊接件表面相垂直,适用于塑料焊接;2)声波切向传递到焊接表面:指超声波的振动方向与焊接件表面相平行,适用于金属焊接。
1.3超声波焊接工艺原理(过程)
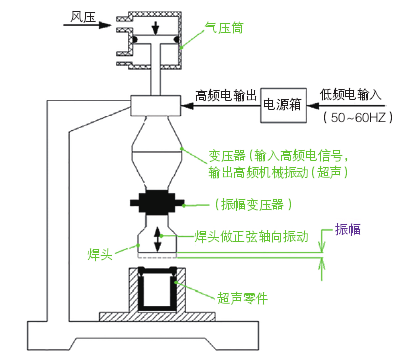
如图1所示,超声波焊接分为以下几个阶段:
1)电源输入220V/50HZ的低频电能,并通过超声波发生器转换为20kHZ或40kHZ的高频电能;
2)高频电能通过换能器转换为用于超声波的高频机械振动能;
3)转换后的超声波机械能由调幅器负责进行整合并传递到焊头,最终通过焊头传至待焊塑料件;
4)超声波机械能从上模待焊件传到焊接面,塑胶分子之间因摩擦而产生热量,最终熔化塑料件;
5)气压装置同时下压运动,将上下待焊件压合到一起,并保持一定时间进行冷却,最终达到焊接目的。
1.4超声波焊接设备
1)超声波塑料焊接机由于使用场合及焊接材料、焊接尺寸不同,其规格也各不相同,其输出功率从手持超声波焊接机的几十瓦到大型焊接机的几千瓦,而频率一般在15KHz到40KHz范围内;
2)如图,常见的超声波焊接设备有分体式、一体式和手持超声波焊接器几种,其主要由气压传动系统、控制系统、发生器、换能器、调幅器、焊头和机械装置几部分组成。


手持式超声波焊接机 一体式超声波焊接机
1.5超声波工艺参数
超声波焊接的主要工艺参数有超声波频率、超声波振幅、焊接压力、焊接时间和保压时间。
1)焊接频率:超声波焊接机都有自己固定的频率,频率越大,能量越大,常用的频率有20KHz、30KHz、40KHz几种;
3)焊接振幅:不同的超声波频率与换能器表面振幅的对应关系为:20KHz=0.02mm;30KHz=0.015mm;40KHz=0.01mm;
4)焊接压力:可通过压力装置调整,压力越大,能量越大;
5)焊接时间:可通过控制系统调整,时间越大,能量越大;
5)保压时间:保压时间是在塑料熔化之后的保持气压的时间,时间越长,形成的焊点越稳定。
1.6超声波焊接特性
1)优点:①节能环保;②成本低、效率高,易实现自动化生产;③焊接速度快、焊接强度高;④焊点美观,可实现无缝焊接,防潮防水,气密性好;
2)缺点:①对于焊接工件的材料有限制(熔点相近);②不可焊接面积较大的产品;③超声波对人体听力有危害,需配备防护措施;