高新技术企业ISO9001
服务热线:135-3042-8982

热塑性复合材料超声波焊接技术
由于热塑性复合材料被越来越多地应用于航空、风力发电以及各种交通运输等工业领域,具有高效率的热塑性复合材料焊接技术也得越来越受到重视。超声波焊接技术是多种焊接热塑性复合材料技术的其中一种。它具有极快的生产效率、极短的周期时间以及容易进行自动化生产和控制的特点。
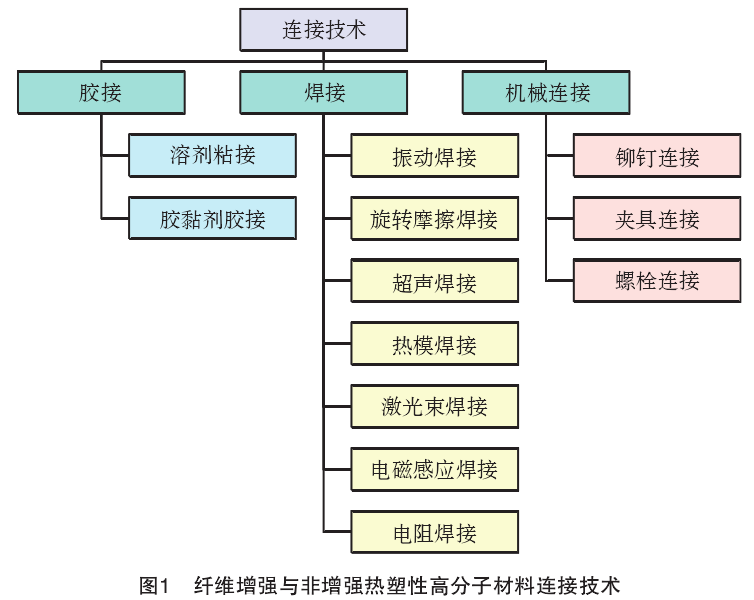
焊接技术在传统金属和高分子材料领域已经应用了很长时间,然而热塑性复合材料的焊接技术却是一个新兴的领域。如今多种传统的连接技术得到了进一步的改进,使其适用于复合材料的连接,而焊接技术是众多连接技术的一种。图1显示了各种纤维增强与非增强热塑性高分子材料的焊接技术。
热塑性复合材料由于具有更好的韧性以及具有可回收再造的特点,在许多工业和商业领域已经开始逐渐代替传统的金属材料和热固性复合材料。随着热塑性复合材料得到更广泛的应用,对热塑性复合材料结构连接的研究得到了发展。相比于传统的复合材料胶接工艺,焊接技术是一项非常快速和短周期的连接技术。因此,该技术已应用于波音新一代客机机翼前缘筋与蒙皮的连接。由此可见,热塑性复合材料的焊接技术具有良好的发展前景。在焊接的过程中,界面上的高分子被加热到熔融的状态;在不同界面上的高分子链随着链段的扩散而混合缠绕;随着温度的降低,熔融的高分子冷却固化,本身的界面消失而成为一个整体。
超声焊接热塑性复合材料的机理
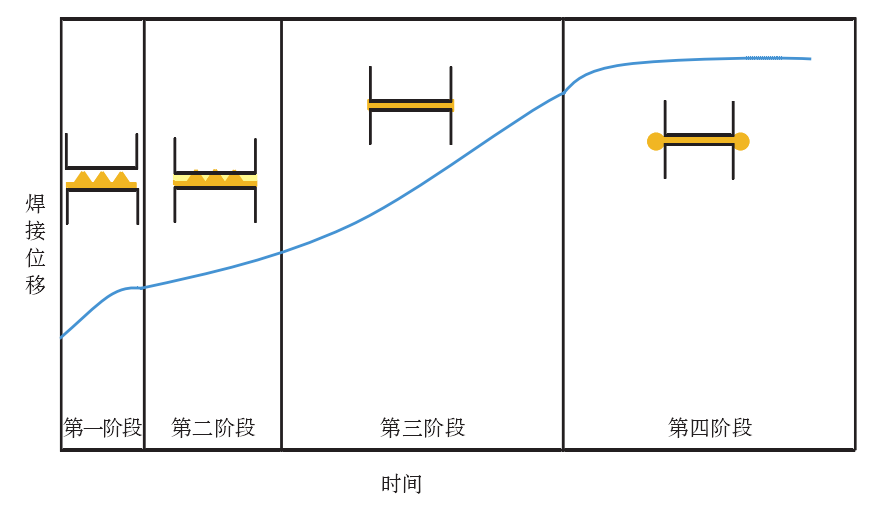
超声焊接热塑性复合材料机理总结为以下4个阶段,如图所示 。
1) 在焊接过程中,超声振动垂直于连接部位的表面。放置于连接部件之间的额外的能量导向薄膜在压力的作用下与连接部件的表面接触。此时,热量的产生达到最大值,能量导向薄膜在焊接过程的阶段1中熔化并在界面中流动,从而使得两个连接部件之间的距离减小,这个位移迅速增加直到熔化的能量导向薄膜接触并铺满连接表面。此时能量导向薄膜的熔化速率降低。
2)在第二阶段里,被连接的两个部件表面相接触,熔化速率再次提升。高分子链间摩擦导致连接部件表面熔化,热量从能量导向薄膜传递到热塑性复合材料上。
3)稳定状态的熔化过程在第三阶段进行。熔化的能量导向薄膜在被连接的复合材料表面流动并浸润连接表面,形成一个厚度一致的熔化层,进而形成一个完整的连接,同时伴随着一个稳定的温度分布。
4)高分子链间扩散和缠绕在连接部件的界面间进行。经过一定时间,或达到一定的能量级别或一定的位移量,第四阶段开始。压力仍然保持在连接部件上,从而使多余的熔化高分子从界面中被挤出,分子键形成,最后焊接处冷却,形成一个整体。
由于热塑性复合材料被越来越多地应用于航空、风力发电以及各种交通运输等工业领域,具有高效率的热塑性复合材料焊接技术也得越来越受到重视。超声焊接技术是多种焊接热塑性复合材料技术的其中一种。它具有极快的生产效率、极短的周期时间以及容易进行自动化生产和控制的特点。它利用超声振动在被焊接部位产生热能,从而熔化连接部位的界面,在固化后使得两部位连接在一起。超声焊接工艺主要由4个参数控制,分别为超声振幅、焊接时间、焊接压力,以及固化时间和保压时间。由于材料本身对焊接部件的性能具有比较大的影响,同时各工艺参数又会相互影响,因此对特定的热塑性复合材料,其最佳焊接工艺参数还需要进一步验证。