高新技术企业ISO9001
服务热线:135-3042-8982
关于超声波焊接线设计的说明
超声波焊接大致上由超声波机、超声波参数、超声波定位夹具和产品四个基本元素构成。其中,对超声波焊接产品质量影响最大的是产品超声波焊接线的设计。
超声波能量需在焊接面处汇聚集中,以达到不伤及表面且能快速焊接的效果,所以焊接处必须是一缩小的接触面。接触面处受热熔融,因此要在设计时预留足够的空间,让熔融的材料流滞以防止熔融料外溢,破坏产品的外观。焊接过程中,焊头与焊接件接触并给予一定压力来传递能量,因此二者之间的接触面(压着面)需要有适当的平面以免伤及外观面。
超声波焊接过程中在超声波振动能的作用下,超声波焊接线首先开始熔化,熔体在压力作用下向被焊产品上下表面铺展,这样在被焊产品之间形成一层薄薄的熔融塑料,当停止超声后,温度降下来熔融塑料凝固从而使被焊产品连接在一起。
超声波焊接线设计的几种变化
超声波的焊接设计有两种基本的类型,焊接线焊接和剪切焊接。所有其它焊接的变化都是这两个基本类型的分类或混合。
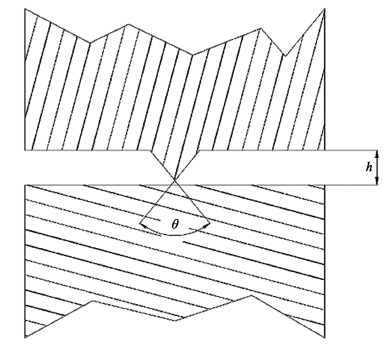
超声波焊接面结构主要有焊接线焊接和剪切两种。其中,焊接线是最常用的一种结构,相对比较稳定。焊接线是指在两个焊接面之一上形成一条三角形的凸出材料,用于聚集能量,使其可以尽快达到熔解温度,从而得到更好的焊接效果。导熔线的基本设计如图2所示。
超声波焊接线结构设计
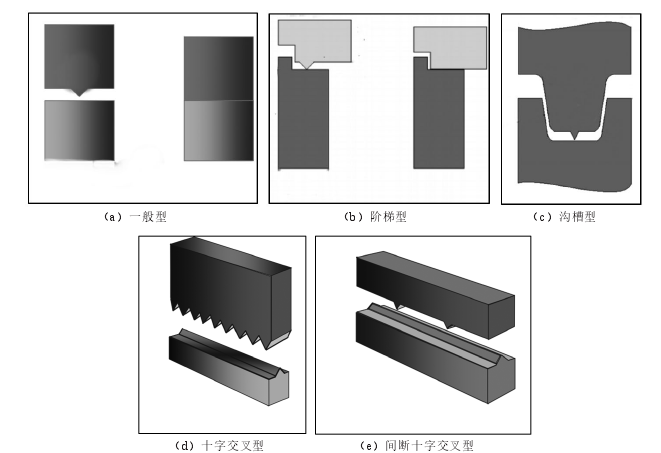
剪切型熔接时,首先熔化开始接触的小面积材料,然后沿着壁面继续垂直向下而有控制地导引到工件里,这种方式相对难以控制,应用较少图2中:θ角为导能角,一般取60°~90°;h是指三角形凸起的高度,一般根据工件的大小取值,对于较小的工件h取0.3~0.4mm,对于较大的工件h取0.5~0.6mm。常见的超声波焊接线设计主要有一般型、阶梯型、沟槽型以及十字型等,如图3所示。
超声波焊接线类型
一般型超声波焊接线焊接件表面可能会出现溢胶,一般应用于对外观没要求的情况下;阶梯型超声波焊接线主要用于外观需要精准对位且单边不溢胶的设计;沟槽型焊接线用于双边不溢胶缺能提供对位的功能设计,焊接后防水性能也优于前两种;十字交叉型导熔线是导熔线相互垂直交叉,可以缩短熔接时间,增加熔接强度,但容易产生段差及溢胶。
合理的超声波焊接线设计,以及超声波焊接线高度设计均会提高超声波焊接产品的良率。







