高新技术企业ISO9001
服务热线:135-3042-8982

塑胶零件的超声波焊接结构设计
近年来,超声波焊接工艺以焊接速度快、能耗低、焊缝一致性好等优点,在塑胶产品的焊接上得到了广泛的应用。合理的超声波塑胶结构设计,对超声波焊接工艺可以起到事半功倍的影响,所以本文重点阐述了影响超声波焊接的结构设计。
超声波导能线设计
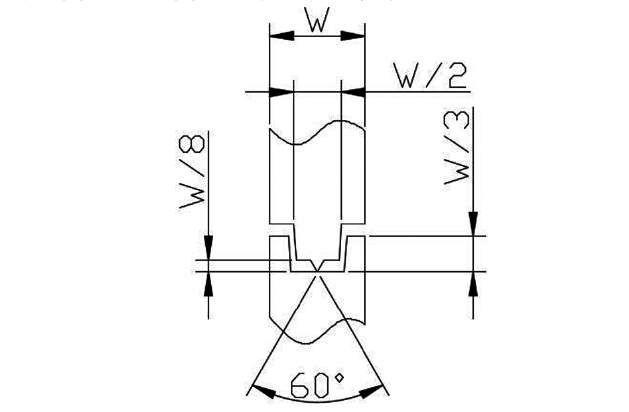
合理的超声波导能线设计,以及超声波导能线高度设计均会提高超声波焊接产品的良率。如下图所示,导能线设计为榫槽式,塑胶零件焊接装配定位简单容易。按照如图的参数设计导能线的高度以及榫槽的宽度,熔融树脂填充槽内三面缝隙,增强焊接强度和密封性能,减少焊接飞边,焊接出的产品更加美观。
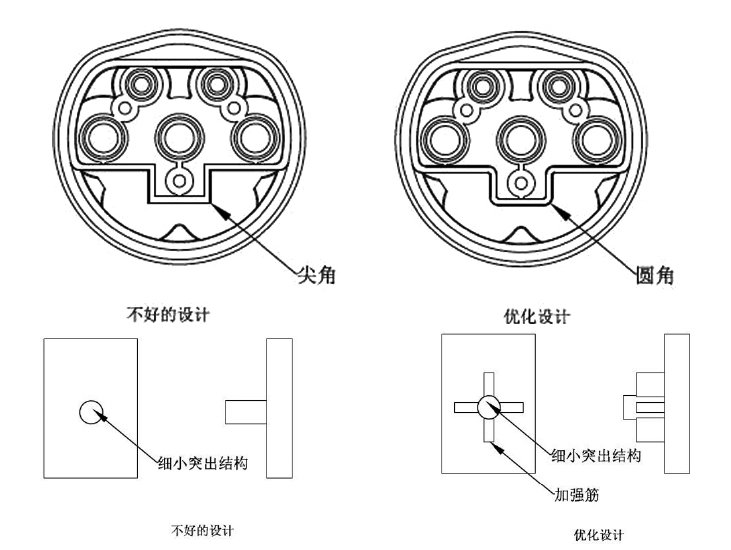
超声波塑胶结构设计注意事项实践证明,塑胶零件在设计时应尽量避免塑胶零件中出现尖角、凸出的细小结构等特征。塑胶零件注塑成型过程中,尖角、凸出结构是应力聚集区域,在超声波振动下容易产生裂痕和断裂。在尖角位置可以增加适当的圆角过渡,凸出的结构件需增加加强筋,以便于增加塑胶的强度和避免应力集中,如下图所示:
超声波传导区域应尽量避免出现开孔和弯曲突变结构,因为这些结构会引起超声波能量在振动传导过程发生中断和衰减,导致在开孔和突变结构的下方出现焊接不良现象。
避免薄膜效应
在超声波焊接过程中塑胶零件表面可能会出现能量聚集,出现烧焦、烧穿的现象。这种现象一般出现在零件的中心区域,研究发现可通过以下多项措施来改善:(1)零件内部增加加强筋。(2)增加零件壁厚。(3)调节振幅。(4)减少焊接时间。(5)改变超声波频率。
导能线的近场设计
塑胶零件的导能线设计应尽量接近焊头装置,近场设计有利于超声波能量的传递。距离太远,由于塑胶零件的内部阻尼作用,将会大大衰减和抑制超声波振动的能量,需要提升超声波功率或振幅来改善超声焊接质量。
导能线的水平设计
塑胶零件的导能线设计应尽量设计在同一水平面上,以利于超声波能量从焊头同一时间传递到导能线上。导能线设计在不同的平面上,超声波传递路线就会出现不同的段差,导致在距离焊头近的导能线先融化,而距离焊头远的导能线未融化,增加整个超声设备调机的难度,需要不断的去尝试不同的焊接时间以及焊接功率来补偿设计的不足。
由于超声波焊接的影响因素复杂多样,而且超声波本身焊接时间短,焊接后产品难于检测焊接质量,所以为获得高焊接强度和密封要求的合格产品,必须选择合适的超声焊接设备,合理的设计塑胶零件和焊接头的结构,根据塑胶原料的物性表慎重的选择塑胶原料的种类,通过调整焊接设备的焊接工艺参数,掌握超声波的焊接机理,更好地把这项工艺应用到塑胶产品上,提高产品的生产效率。