高新技术企业ISO9001
服务热线:135-3042-8982

超声波焊接工艺介绍
超声波焊接工艺自上世纪 50 年代出现以来,便得到了迅速地发展。它被广泛地应用于同种或异种金属、金属陶瓷、半导体、复合材料、塑料等材料之间的连接 。超声波焊接是一种无需添加填充金属及焊料的固态焊接工艺,在焊接过程中,原子之间的 结合与扩散都发生在固态与半固态状态下,因而其是一种“冷扩散”连接技术,它的主要特点在于能够以较低的加热温度和较小的变形实现材料的连接,且焊接温度一般都不超过材料的熔点 。
超声波焊接的原理是将由超声发生器产生的20kHz(或15kHz)高压、高频信号经换能系统将其转换为高频机械振动施加到工件上,通过工件表面及内在分子间的摩擦使接口的温度升高,当温度达到工件自身的熔点时,接口处迅速熔化,继而填充于接口间的空隙,当振动停止,工件同时在一定的压力下冷却定形,便形成完美的焊接。
超声波焊接特点
超声波焊接是一种较新的焊接工艺,由于其具有如下诸多优点,因此在各工业领域的应用日渐广泛。
(1) 可焊接的材料范围广,可用于同种金属材料,特别是高导电,高导热性的材料(如金、银、铜、铝等)和一些难熔金属的焊接;也可用于性能相差悬殊的异种金属材料(如导热,硬度、熔点等),金属与非金属、塑料等材料的焊接;还可以实现厚度相差悬殊以及多层箔片等特殊结构的焊接。
(2) 焊件不通电,不需要外加热源,接头中不出现宏观的气孔等缺陷,不生成脆性金属化合物,不会出现像电阻焊所容易出现的熔融金属喷溅等现象。
(3) 焊缝金属的物理和力学性能不发生宏观变化,其焊接接头的静载强度和疲劳强度都比电阻焊接头高,稳定性好。
(4) 被焊金属表面氧化膜或涂层对焊接质量影响较小,焊前对焊件表面的处理简单。
(5) 形成接头所需电能少,仅为电阻焊的5%;焊件变形小。
(6) 不需要添加任何粘结剂﹑填料或溶剂,具有操作简便,焊接速度快,接头强度高、生产效率高等优点。
超声波焊接的主要缺点是受现有设备功率的限制,因而焊件的厚度不能太厚,接头形式只能采用搭接接头,尚无法实现对接接头的焊接。
超声波焊接方式
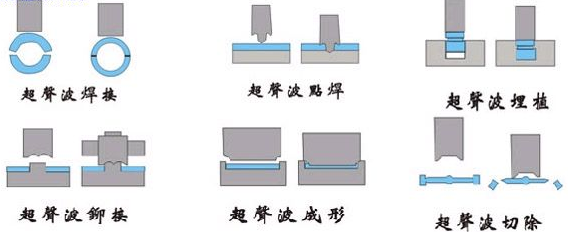
超声波按连接方式可分为超声波焊接、超声波铆接、超声波点焊、超声波埋植树、超声波成形、超声波切除六种。
超声波焊接工艺的分类
根据超声波频率产生的高频振动能传入焊接工件方向,可将超声波焊接分成两种基本类型如图1所示。第一种基本类型是超声波频率产生的弹性振动能从切向传递到焊接工件表面,使工件相互接触的表面间产生相对摩擦并伴随局部温度的升高,这一类型的超声波焊接主要适用于金属材料的焊接。第二种基本类型是超声波频率产生的弹性振动能从垂直于工件方向传入焊接工件,这一类型的超声波焊接主要适用于塑料的焊接。
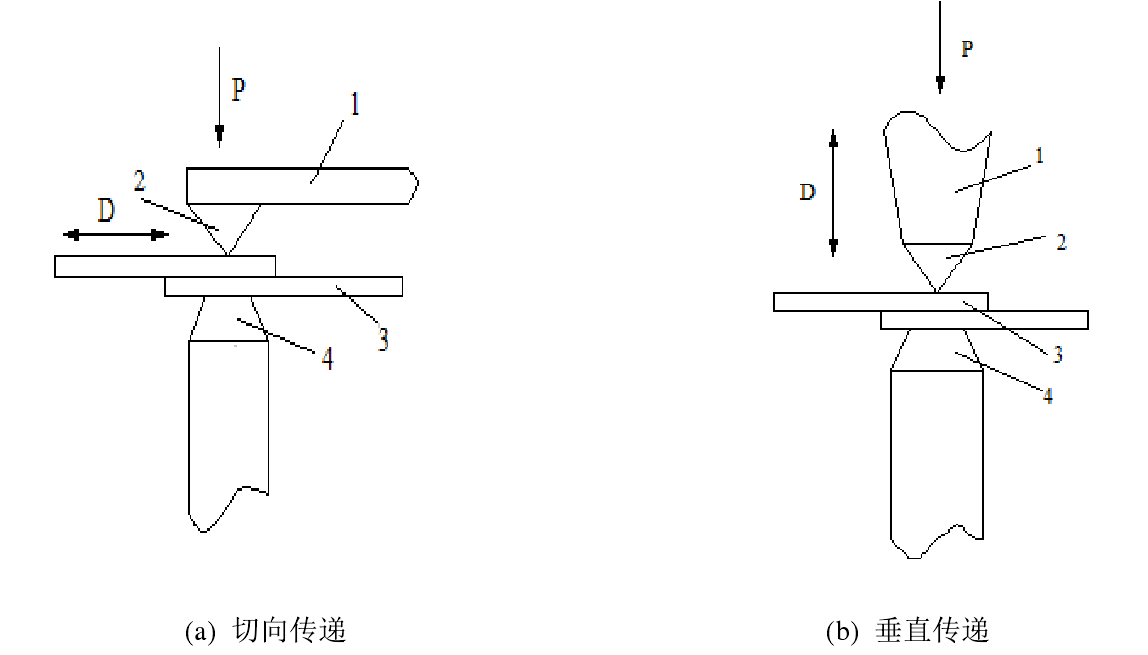
图 1 超声波焊接的两种基本类型
注:D—振动方向; 1 —聚能器; 2 —上声极; 3 —焊件; 4 —下声极
超声波焊接过程中,上下接头必须相互搭接,根据焊接模具接头形式的不同,又可分为点焊、缝焊、环焊和线焊四种形式。不同形式的超声波焊接得到的焊缝也有所不同,对应的焊缝分别为焊点、密封连续焊缝、环焊缝及平直连续焊缝。以下为几种超声波焊接的简单介绍:
(1)点焊超声波点焊过程中,工件是在上下声极紧压状态下完成焊接的,每焊接一次形成一个焊点,故称之为点焊。点焊按能量传递方式的不同,可分为单侧式和双侧式。超声波弹性振动能只从上声极导入焊接工件称之为单侧式点焊,超声波弹性振动能分别从上下两个声极同时导入焊接工件称之为双侧式点焊。双侧式点焊导入的振动方向既可以是平行的,也可以是相互垂直的,上下声极导入的频率与功率亦可不同。目前生产应用中,单侧式点焊最为普遍。按振动系统分类,超声波点焊分为纵向振动系统、轻型振动系统和弯曲振动系统三类。其主要的区别在于电焊机采用的功率大小不同,纵向振动系统采用小功率电焊机,弯曲振动系统采用大功率电焊机,轻型弯曲振动系统介于两者之间,采用的是中小型电焊机。
(2)环焊利用超声波环焊焊接工件,可以形成一条密封的焊缝,焊缝的形状根据工艺要求可以是正方形、矩形或者菱形等各种形状,一般以圆环形居多。环焊采用的振动系统是与点焊完全不同的扭转振动系统,焊接时焊盘扭转,焊接振幅沿声极轴线呈对称性分布,焊盘边缘地区振幅最大,轴心区无振幅。此焊接方法常用于封装微电子器件。
(3)缝焊缝焊的能量振动方式与点焊类似,即可单侧导入也可双侧导入振动能量,振动系统可采用纵向振动系统、弯曲振动系统、扭转振动系统,扭转振动系统因为具有良好的工艺及技术性能,实际生产中弯曲振动系统的使用最为广泛。
(4)线焊线焊是点焊的发展,其主要是利用线状上声极或多个点焊声极相互叠加,在一次焊接过程中可以形成一条直线焊缝,目前通过线焊一次可以焊出150mm长的线型焊缝。此类焊接最适用于箔片的线状封口。
(5)塑料焊接与金属超声波焊接原理有所不同,塑料超声波焊接的工作原理是利用超声波焊接塑料时声极的振动方向垂直于塑料工件表面,与施加的静压力方向一致。焊接时弹性振动能直接在塑料工件接触表面转化为热能使界面结合,超声波焊接主要适用于热塑性塑料,对于热固性塑料则不适用。
超声波焊接的应用领域
随着焊接技术的发展进步,超声波焊接因其独特的工艺特点及诸多的优点而被应用于各个生产领域,包括机械电子、石油化工、航天工业、仪器仪表等相关研究与生产部门。在汽车产业,超声波焊接主要用于塑料件及内外装饰件的焊接,如汽车保险杠、门内板和电线束等。