塑料超声波焊接技术是借助超声波使塑料件接触面的分子快速融合在一起的加热连接方法。利用超声波发生器将低频的电能转化为20 ~ 40 kHz的 高频电能,电能通过换能器转化为同频率的纵向机械振动,这种振动通过调幅器和焊头传递给放置在基座上的焊接试样,在机械振动引起的动态机械力作用下使焊接区试样表面温度升高熔化,挤出形成 一定厚度的熔化层,焊接后在一定时间内保持压力,直到熔化层冷却凝固成为可靠的接头。 塑料超声波焊接技术具有焊接时间短、表面无损坏、非焊接区域不发热等优点,目前已经广泛地应用于航空航天、仪器仪表、食品包装等领域 。本文综述了焊接材料 、工艺参数 、连接形式三个方面对焊接质量的影响规律。
一、焊接材料对焊接质量的影响
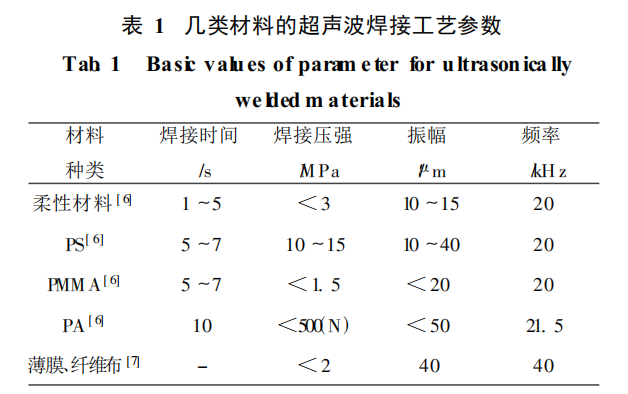
超声波焊接原则上可以焊接所有的热塑性塑料。按照焊接技术特性可以把高分子材料分为三类:(1)柔性材料, 指软质、低弹性模量材料;(2)刚性材料,指高弹性模量和低机械振动阻尼因子材料, 例如聚苯乙烯 (PS)、聚甲基丙烯酸甲酯 (PM- MA)、聚酰胺 (PA );(3)所有的高分子薄膜 、高分子合成纤维 、由薄膜和纤维组成的布,塑料超声波焊接方法是焊接此类材料的最佳方法。表1介绍了几类材料的超声波焊接工艺参数 。
1.1焊接材料物性参数的影响
一般来说,塑料超声波可焊性取决于公式 : G =KEμλ/ρct (1) 。式中,K 为焊件形状因子;E 为弹性模量;μ为摩擦系数;λ为热导率 ;ρ为密度 ;c为比热容 ;t为熔点。 从公式 (1)可知, 焊接质量与弹性模量、摩擦系数 、热导率成正比,与其密度 、比热容、熔点成反比 。其中焊接质量主要与材料的熔点和表面摩擦系数有关 。这些参数因材料和温度的不同而不同 , 它们在焊接过程中的变化将影响焊接区域的温度 、应力和变形,从而影响焊接质量 。
1.2材料表面粗糙度的影响
增加材料表面粗糙程度可以降低声阻抗,提高表面能流密度 ,从而提高其焊接质量。
1.3材料搭接宽度的影响
材料搭接宽度的增加使焊接接头强度降低。因 为随着搭接宽度增加,焊接接头边缘应力集中增加, 边缘出现的微裂纹增多 , 接头强度降低。
1.4焊接面到焊头距离的影响
材料焊接面到焊头的距离达到半波长值时焊接接头强度最大 。因为超声波在塑料中传递主要是纵向波,最大纵向波峰值往往出现在半波长,距离接近半波长时超声波传递给焊接界面热能量最多,能得到良好的焊接接头 。
二、工艺参数对焊接质量的影响
塑料超声波焊接包括振幅 、焊接时间 、焊接压力等工艺参数,这些工艺参数以及参数之间的共同作用都对焊接质量有影响。
2.1振幅的影响
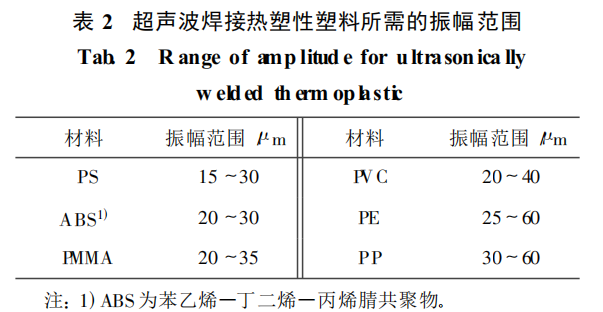
振幅是塑料在超声波焊接时首要选择的工艺参数 。材料在特定的超声波频率下都有适宜的振幅范 围 ,表 2介绍了几种常用的塑料在20kHz下所需的振幅范围。
在适宜的振幅范围内,振幅增加有利于超声波能量的扩散,从而提高焊接接头强度。此外, 塑料焊接所需的振幅还受焊接形式种类和焊接设备频率的影响。嵌插和铆接所需振幅较大,而平面焊所需振幅较小。
2.2焊接时间
实验证明,要想得到良好的焊接接头,必须选择适当的焊接时间,过长和过短的焊接时间都会造成焊接接头强度的下降 。
2.3焊接压力的影响
在其他因素确定的情况下,取得较优焊接接头强度的焊接压力存在一定范围 。
2.4焊头下降速度的影响
在一定的条件下,焊头下降速度越快,达到的焊接接头强度越高 。在超声波焊接过程中,高的下降速度能够得到高的接触压力,有利于焊接界面紧密 地接触和分子充分地扩散。
2.5保压时间和保压压力的影响
超声波停止后,为了使焊接试样相互紧贴固化 , 从而使两工件能够很好地焊接在一起, 需要在一定 时间内保持一定的压力 , 所需的时间和压力就是保压时间和保压压力 。结果表明保压时间和保压压力对焊接接头强度的影响是正面的,但相对于其他工艺参数,保压时间和保压压力对焊接接头强度的影响很小。
2.6焊接面连接形式对焊接质量的影响
焊接面形状对焊接质量有很大的影响 。常用的平面搭接方式由于两工件在压力作用下紧密接触,熔化材料没有足够的流延空间,在不能流延的地方 形成了应力集中区域,应力集中会严重影响焊接接头强度,而且此方法容易导致焊接材料分解 、脆化 、 氧化, 从而影响焊接质量。
2.7导能筋对焊接质量的影响
导能筋用来增加能量传递 ,缩短焊接时间 ,降低 边缘应力集中。导能筋能够提高焊接强度,但是导能筋制作困难,成本较高 。
2.8连接层材料的影响
连接层材料能够吸收超声波,提高焊接接头材料的软化和熔融程度,能够焊接取向材料以及不同类型的高分子材料 。
塑料超声波焊接机制复杂,焊接质量受众多因素影响。对材料进行焊接时,首先要考虑其可焊性,低熔点、高表面摩擦系数的材料可得到较优焊接质量, 在适宜的工艺参数下,增强材料加入能够提高焊接质量;其次,超声波的振幅 、焊接时间 、焊接压力是影响焊接质量的主要工艺参数,得到较佳焊接质量 的三个工艺参数都存在一定的范围;第三,在焊接界面引入导能筋和连接层能够提高焊接强度。使用导能筋能够连接高熔点的热塑性聚合物 ,使用连接层能够使取向材料及不同类型材料进行焊接。