超声波焊接是一种快速高效的连接技术,不需要焊剂和外部加热。它的突出特点是焊接速度快,焊接强度高,焊缝质量好,成本低廉且安全可靠。超声波塑料焊接是最常用的塑料焊接方法,广泛应用于电子、文具、食品、化妆、家电和玩具等行业 。
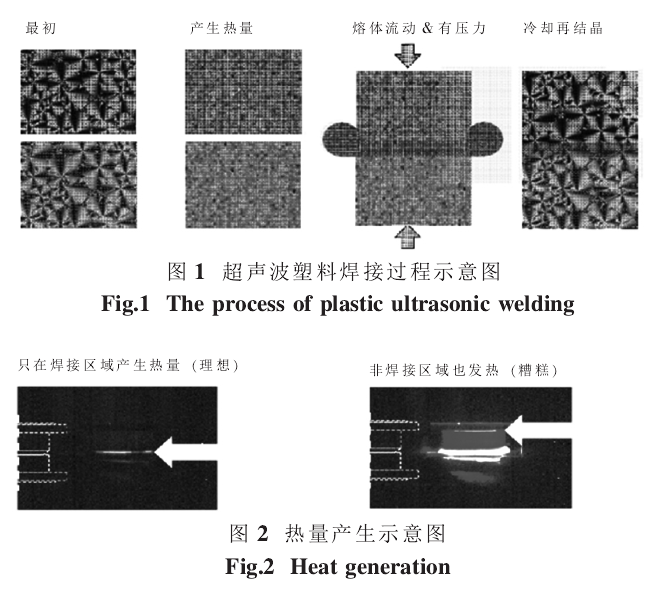
超声波塑料焊接指的是利用超声波振动将两个热塑性塑料产品熔接在一起的过程。当超声波作用于塑料焊件时,接触面之间和分子间的摩擦使结合处的温度急剧上升,当温度高至足以使塑料熔化时,两个塑料焊件之间 将产生材料的熔体流动。当振动停止后,塑料熔体在压力下固化并再结晶,而形成均匀的焊接,见图1。由于熔体流动在焊接边界上产生黏合并再结晶,焊接强度接近于原材料的强度。根据上文,理想的超声波焊接的热量应该只发生在焊接区域,见图 2, 通过合理的能量导向结构 (又称导能筋)来引导超声波的热量传递,这里的能导向结构指的就是焊线结构 。
1、超声波焊线结构设计
影响产品超声波焊接效果的因素有很多 , 其中一个重要因素就是焊接结构的设计 。 焊线结构的好坏直接影响到后面焊接工艺的稳定性和焊接质量 。
1.1基本设计原则
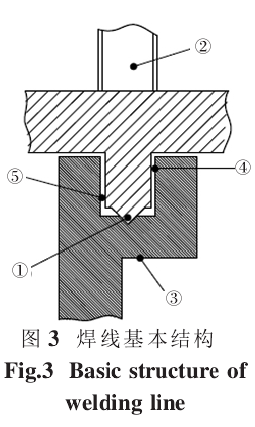
如图 3 所示 , 一个理想的焊接结构应该包括以下五个部分:① 能量引导: 引导超声波能量在焊接区域产生热量 ;② 焊头完全接触:焊头要覆盖超声波焊接区域 ;③支撑:焊线结 构正下方必须有支撑 ;④ 密封性 : 预防熔接物溢出焊接区域 ; ⑤ 体积和位移的预留:确保熔体在焊接区域能自由流动,两塑料焊件之间的间隙确保焊接不受阻。
当设计焊线结构时 , 如果实际产品中由于空间等原因,不能完全包括这五个基本结构,设计师 要知道你失去的是哪个结构,在不影响产品功能的前提下,与焊接工艺一起共同确保焊接质量 。
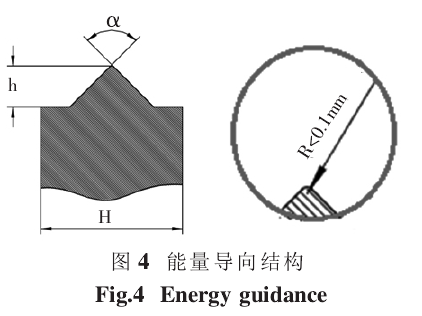
(1)能量导向 。一般把焊线结构上的尖角作为能量导向,将超声波能量直接传递到焊接区域,而使零件本体不受高热作用,这样焊接时间短且所需能量少。如果没有尖角作为能量导向,焊接时间会大大延长,零件的发热区域也无法控制,容易发生热损伤 。 如图 4 所示 ,能 量导向的尖角角度(ɑ)常见的有45°、 60°、90° 和 120°, 根据超声波焊接的能量传递效率和平衡 , 90° 的能量传递效率最高 , 有时也用 60°, 但 45° 和 120° 尽量不建议使用 。 能量导向的高度(h)由焊件的材料和壁厚决定 , 一般来说 , 能量导向的高度至少是壁厚(H)的一半 。 实际设计中,也可以根据不同塑料材料的可焊性做相应调整 , 可焊性好的塑料焊件所需的能量导向高度可以小一些 , 反之相反 。 考虑到能量导向如果太尖锐的话 , 可能会比较脆弱 , 而且模具也比较难实现 , 所以尖角的端部实际会有倒角结构 , 但是该倒角半径(R)不能超过 0.1mm。 另外 , 根据 “ 最弱点 ” 原则 , 不要在焊接的其余任何位置设计多余的能量导向 , 即其它结构处的倒角半径至少必须大于等于 0.2mm。
(2) 焊头完全接触 。 焊头与上焊件的接触面要覆盖整个焊接区域 , 一般来说焊接面需要比焊接区域的横截面 大3 倍 , 以确保能量传递损耗最小 。 另外 , 在焊接过程中 , 振幅会随着焊接深度的加深而衰减 , 考虑到振幅的要求,工艺设计时,将焊接区域尽可能地靠近焊头 。
(3) 支撑 。 焊线下方必须有支撑,使得力能够直接通 过焊线来传递。不要让孔洞 、 阶梯或者物件的弯曲使得力在传递过程中产生流失,一般由工装来实现支撑保护 。另外,尽可能地让支撑面靠件焊线结构,且支撑面必须比焊线接缝大两倍以上 。
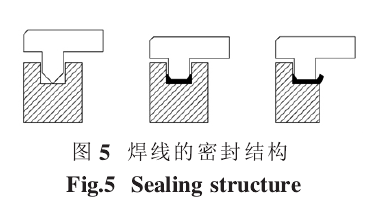
(4) 密封性 。 密封的焊线结构 , 如图 5 所示 , 可以使熔 体均匀地流入并填充焊接槽中 , 使得熔体接触面增大 , 确保焊接黏合力 。 如果焊线结构不密封 , 塑料熔体容易离开焊接区域 , 焊接黏合力也会随着熔体塑料的减少而降低 , 而且多出来的余料会溢出焊接区域 , 导致产品外观质量缺陷 。 非结晶性塑料 ( 如 ABS) 不需要密封来保证焊接黏合力 , 因为非结晶物料的熔体焊接力能通过自身 熔体的粘性来保证 ; 而对于结晶性塑料 ( 如尼龙 ), 材料较软不易吸收超声波能量 , 且受热过程容易突然水化 , 熔体流动不可控 , 所以密封性焊线结构则尤为重要 。 随着科技的进步 , 产品尺寸越来越小 , 焊接区域壁厚通常在 1.0mm 左右 , 没有空间设计完整的密封区域 , 这时也可以只封住一个面 。 可以将内侧面密封打开 , 因为尼龙材料本身是绝缘的 , 即使余料流到产品内部 , 对产品电气性能也没有影响 。 但是外侧一定要密封住 , 这样既保证基本的焊接黏合力 , 又能避免溢料影响外观质量 。
根据尼龙特有的焊接性能 , 在设计连接器产品上的焊线结构时 , 密封或半密封结构是首要考虑因素 。 优先的焊线结构常见的有四种 : 阶梯式 、 舌槽式 、 斜截面式和 V 型槽式 。
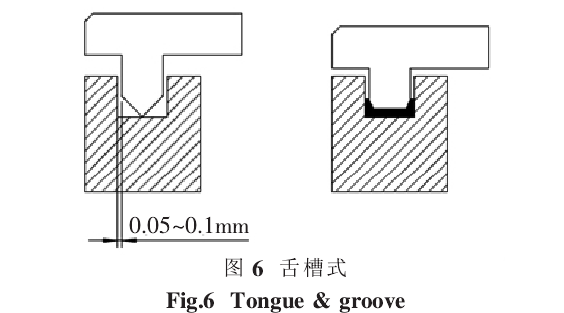
(1) 舌槽式焊线结构 。
舌槽式焊线结构是完整的密封焊线结构。如图 6 所示,焊接余料完全包含在焊接区域内。上焊件的导能筋与下焊件的配合槽单边间隙建议在 0.05mm~0.1mm 之间。舌槽式焊线结构需要较厚的壁,适用于壁厚大于 1.5mm 以上的焊接产品 。
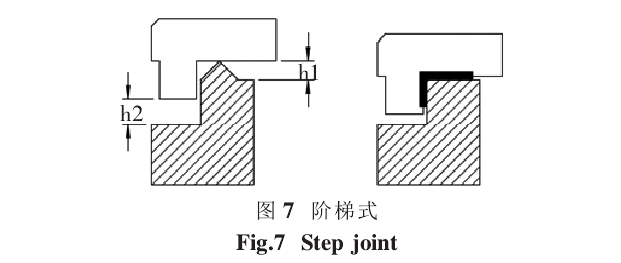
(2) 阶梯式焊线结构 。
阶梯式焊线结构如图 7 所示 , 是典型的半密封焊线结构 。 在外侧增加阻挡 , 防止焊料溢出表面而影响外观 , 但允许部分焊料流入产品内部 。 如图所示 , 尺寸 h2 应该大于 h1(h2>h1), 不仅可以避免焊接硬阻力 , 还可以增加产品的外观美观 。阶梯式焊线结构适用于壁厚在 1.0mm 左右的焊接产品 。
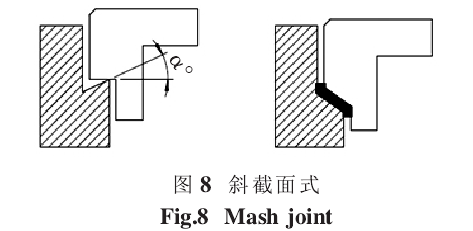
(3) 斜截面式焊线结构 。
斜截面式焊线结构也是一种 半密封焊线结构 。 如图 8 所示 , 焊接余料包含在焊接区域以内 , 但允许部分焊料流入产品内部 。 斜截面角度 α 提供重要的能量导向 , 角度值建议在 20°<α<35° 之间 , 一般取 α≈25°。 该焊线结构对注塑工艺的精度要求较高 , 且需要较高的焊接能量 。斜截面式焊线结构不需要太厚的壁 , 适用于壁厚小于 1.0mm 的焊接产品 。
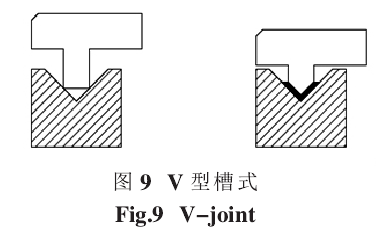
(4)V 型槽式焊线结构 。
V 型槽式焊线结构是介于完全密封和半密封焊线结构之间 。 如图9 所示 , V 型槽的角度一般选 120°, 适用于 较小的焊接产品 。 该焊线结构对注塑工艺的精度要求较高 , 且也需要较高的焊接能量 。
合理的超声波焊线结构对焊接工艺稳定和焊接溢料质量的影响是巨大的,因此在设计超声波焊接产品时应该提前做好功课。