高新技术企业ISO9001
服务热线:135-3042-8982

影响超声波金属焊接质量的主要因素
超声波金属焊接具有焊接速度快、导电性好、接合强度高及固态加工等优点。超声波焊接开始时,切向振动使金属表面氧化层破碎,使得金属表面变得粗糙,摩擦力剧增, 粗糙面继续扩大,金属母体材料的晶团被剪切、挤压、变形、 晶间被破坏,同时局部温度剧升。中期阶段,晶团软化破碎的氧化层微颗粒已被混入晶团,被晶团包围。此时,如果继续加压,被焊金属将继续塑性变形(被压薄)。到后期, 振动停止时温度剧降,晶团冷却晶界低熔点杂质被细化, 分子之间、晶粒之间被糅合在一起,类似熔合。
影响超声波金属焊接质量的主要因素 :
(1) 振幅 :
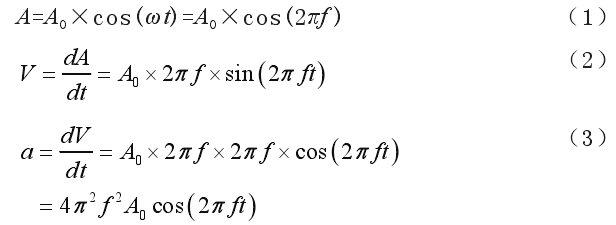
振幅对于需要焊接的材料来说是一 个关键参数,不同的换能器输出的振幅也不同 , 同一换能器也可以通过配置不同的变幅杆及焊头来改变焊头的工作振幅,以满足对不同材料的焊接要求.通常的换能器的输出振幅为 5~20μm, 而工作振幅一般为10~30μm 左右,工作振幅同换能器输出振幅、变幅杆及焊头的形状,前后面积比等因素有关 。
A o;为振幅,f 为工作频率。如果选择振幅为 30μm,工作频率为 20kHz,则通过计算可得出超声波工作时的最大加速度 a,约为 4.8 万个重力加速度g。超声波焊接就是在这样的往复加速度下使金属连接起来。
(2) 频率 :
任何的超声波焊接机都有一个中心频率,例如 20、40kHz 等,焊接机的工作频率主要由超声波换能器 (Transducer)、 超声波变幅杆 (Booster)、 和超声波焊头 (Horn) 的机械共振频率所决定 。 超声波发生器的频率根据机械共振频率调整,以达到一致,使焊头工作在谐振状态,每一个部分都设计成一个半波长的整数倍谐振体 。 超声波发生器及机械共振频率 都有一个谐振工作范围 。以 20kHz 为例。谐振工作 范围一般设定为 (20±0.3)kHz, 在此范围内焊接机基 本都能够正常工作。制作每一个焊头时都会对谐振频率做调整 , 要求做到谐振频率与设计频率误差小于0.1kHz。 目前超声波金属焊接所用的频率通常为 20 kHz, 实际上焊头的频率一般会控制在19.90~20.10 k Hz, 误差小于 5‰。
(3) 节点 :
焊头 、 超声波变幅杆均被设计为一个工作频率的半波长谐振体 , 在工作状态下 , 两个端面的振幅最大,应力最小,而相当于中间位置的节点振幅为零,应力最大 。 节点位置一般设计为固定位 , 但通常的固定位设计时厚度要大于3mm,或者是凹槽固定,所以固定位并不一定为零振幅 , 这样就会引起一些叫声和一部分的能量损失 , 对于叫声通常用橡胶圈同其它部件隔离,或采用降振结构设计进行屏蔽 , 能量损失在设计振幅参数时应充分考虑 。 橡胶圈被称为软固定 , 降振结构设计一般被称为硬固定 。 在超声波金属焊接里 , 通常会采用硬固定结构 , 硬固定结构还有端面固定模式 。
(4) 网纹 :
超声波金属焊接通常会在焊接位表面,底座表面设计网纹,网纹设计的目地在于防止金属件的滑动,尽可能将能量传递到焊接位。网纹设计 一般有方形、菱形、条形网纹,网纹的大小与深浅根 据具体的焊接材料要求来确定 。
(5) 电源 :
金属焊接装置使用的超声波电源和供塑料焊接装置使用的超声波电源没有很大的区别。特殊性在于焊接金属具有更高的要求,为了满足金属焊接的需要,必需使用智能化的超声波电源 - 超声波发生器 。 超声波发生器具有频率自动跟踪系统 , 在焊接过程中负载变化及温升发生变化会引 起振动系统谐振频率的改变,因此,要求超声波发生 器要跟踪振动系统的频率,使发生器和振动系统之间一直处于谐振状态,频率自动跟踪系统能够补偿在焊接过程中出现的工作状态改变 , 使系统重新处于谐振状态并保正焊接参数的稳定,重点是振幅的稳定,这对于金属焊接具有非常重要的意义 。
(6) 换能器 :
供金属超声波焊接装置使用的换能器和供塑料超声波焊接装置使用的换能器没有很大的区别,特殊性在于焊接金属材料具有更高的质量要求 , 因为在焊接金属材料时往往需要很大的瞬间功率 , 要求换能器有高的功率容量和低的阻抗 , 因此用于塑料超声波焊接装置的小功率换能器不能用于金属的超声波焊接 。
超声波金属焊接技术是在超声波塑料焊接技术之上发展起来的 , 但远没有像超声波塑料焊接技术那样获得广泛的应用 , 目前超声波金属焊接主要应用于汽车、制冷、太阳能 、 电池、电子等几个领域 。