超声波点焊是一种在局部位置连接不带成型孔或导能筋的两热塑性塑料工件的装配方法。超声波点焊产生强固的结构焊缝,适用于大型零件、热塑性挤塑板或铸塑板、热塑性塑料波纹板及有复杂几何形状和难以接近结合面的工件。
超声波点焊通过小范围的局部焊缝经常用于连接大型金属板件。超声波点焊塑料大致与此相同。同其他超声波装配方法相比,超声波点焊塑料零件并不需要成型孔或导能筋。
1 超声波点焊机原理及机理
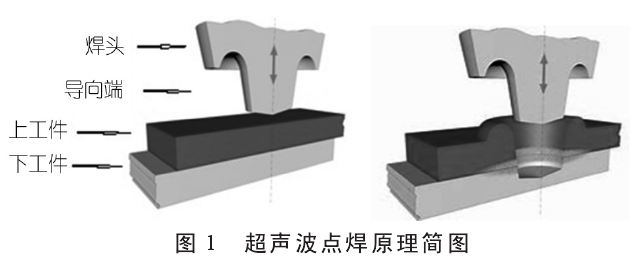
如图 1 所示,超声波点焊的基本原理是超声波焊头配备导向端头将能量导入上板局部点。端头熔透上板并进入下板至大约上板一半厚度的位置。一些移位熔融塑料被导向端头上的凹口成型为环形圈。同时能量消耗在两板之间的界面处,造成进一步的熔化。一 些上板熔融材料被带入下板,在下板处产生黏合形成点焊缝。点焊缝下部保持平滑。 超声波点焊机理是超声波振动过程中,点焊端头导向部分穿透上部零件。移位的熔融塑料在端头的径向谐振腔中成型并在工件表面形成整洁的突起环。与此同时,能量在产生摩擦热的界面处得以释放。当端头插入下段时,两表面之间的移位熔融塑料流入周围的界面区域并形成永久性的分子键。
2 各种塑料的超声波点焊适应性
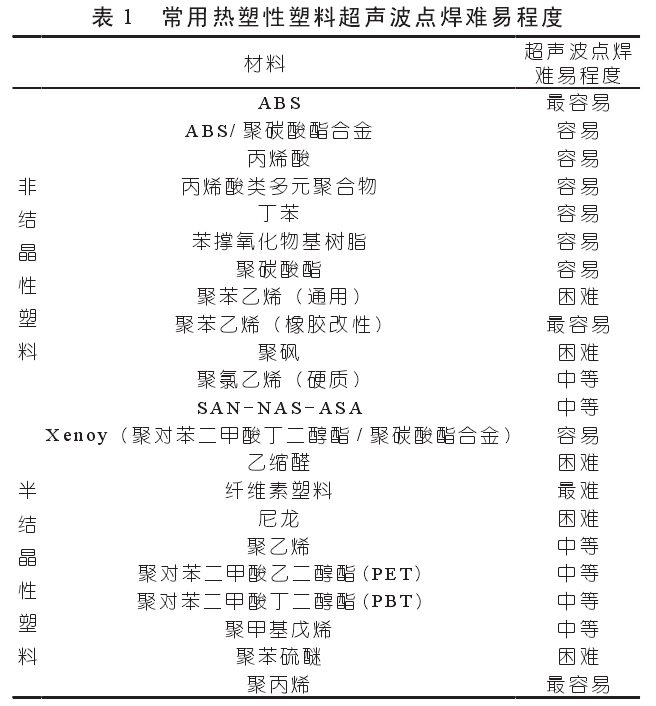
大多数热塑性塑料可以超声波点焊。表1 给出了常用热塑性塑料的超声波点焊相对难易程度。
3 超声波点焊变种
( 1 )倒置点焊( inverse spot welding )倒置点焊时,夹具安装有点焊端头,平底杆状焊 头接触零件外部。可用于零件外形使普通的点焊行不 通或需要盲区 ( blind spot ) 的场合。这种方法能够在内表面形成点焊缝。
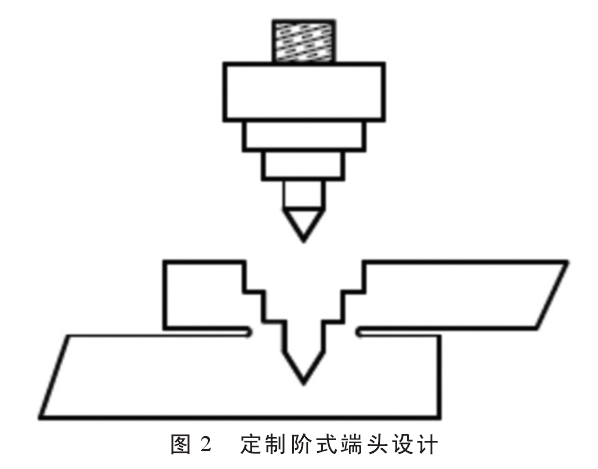
( 2 )定制阶式端头设计 ( custom step tip design ) 定制阶式端头设计(见图 2 )适合于需要光滑上 层表面的应用场合。普通点焊端头在表面上形成过多 的熔融材料,阶式设计将过多的材料挤压在表面以下。 阶式端头是定制的,可按需获得。
4 超声波点焊特点
超声波点焊能产生强固的结构焊缝,焊缝结合强 度高,循环时间短 —— 一般少于1s ,不需模制接头设计,不需耗材如螺钉、卡钉、铆钉或粘接剂,一般不需要专门的夹具,一边有美观的表面另一边有整洁的突起环,能用手持焊机点焊,可封接多层材料,适合于自动化。
5 超声波点焊应用
超声波点焊适用于大型零件、热塑性挤塑板或铸 塑板、热塑性塑料波纹板及有复杂几何形状和难以接 近结合面的工件。主要用于没有导能筋的平面模制件 如半成品、热成型、吹塑成形、挤压成型、大平面模制件。超声波点焊通常用于真空成形零件如泡罩包装以提供防揭密封 ( tamper evident sealing )。超声波点焊典型应用包括壁板与通风管的固定、隔热层与塑料 件的点焊。还可用于大型塑料件如扫雪车零件、拖车、 家具、需要精度或普通焊机难以焊接的零件。
波纹塑料的典型应用 :
同其他传统材料相比,波纹塑料具有如下优点 : 比波纹纤维板强度更高和更耐久、不像金属或木头会腐烂、生锈、发霉或腐蚀、不受水分影响并耐化学品、 油 脂 和 污 物、 可重复使用。 高密度聚乙烯( HDPE ) 波纹板最常用于瓦楞壁集装箱。聚丙烯也经常用到。 典型应用包括邮政集装箱、播种盘、肉、鱼及农产品 集装箱、建筑集装箱、杂货店零件箱、周转箱。尽管可用包括商标在内的特殊设计,十字形结 构的点焊端头是典型的图案。既可采用单端 头焊头也可采用多端头焊头。
除了用于点焊双层材料外,超声波点焊已用于封接6层聚丙烯。为使超声波焊头下入材料之中,需采用配置多个台阶以嵌入每一层的特殊焊头。在超声波启动之前要用较高的预压力以压实各层。这种结构能形成非常强的点焊缝并且外观良好。
超声波点焊是一种在局部位置连接不带成型孔或导能筋的两热塑性塑料工件的装配技术。超声波点焊接头底层外观光洁。接头周围表层有一个突起环。
超声波点焊成本效益好、装配速度快、不需额外的紧固件、通常也不需专用夹具。 超声波点焊可采用手持焊枪、单头或双头台式点 焊机、由可同时进行多个焊接作业的多点焊头组成的组焊装置。
超声波点焊的基本指导方针包括点焊区域下面刚 性支承以防止出现印痕,中到高振幅以确保穿透足够 的材料及低压力以保证结合面处足够的熔液。
超声波点焊产生强固的结构焊缝,适用于大型零件、热塑性挤塑板或铸塑板、热塑性塑料波纹板及有 复杂几何形状和难以接近结合面的工件。超声波点焊通常用于真空成形零件如泡罩包装以及塑料波纹板等。