高新技术企业ISO9001
服务热线:135-3042-8982

一文读懂超声波塑料焊接工艺
超声波塑料焊接工艺属于固相焊接方法,通过高频弹性振动和在工件之间静压力的夹持作用来实现焊接件之间的连接。在用超声波塑料焊接机来进行焊接时,既不用其他的辅助的焊接添加剂,也不会消耗大量的热能,具有整体焊接操作比较简单,焊接的效率高等优势。因此,随着各种塑料制品在各个领域中的大量应用,超声波塑料焊接工艺也广泛应用在塑料制品的焊接处理作业中。
1超声波塑料焊接介绍
1.1 超声波塑料焊接的定义
超声波塑料焊接是通过超声波振动摩擦后产生热量的原理(把2个需要焊接的塑料工件放在一起压紧,其中一个工件固定住不动,另一个工件做直线往复运动,从而通过摩擦产生热量,然后把2件塑料工件的熔接线熔化、固接),在压力作用下相互摩擦后产生分子层直接熔合的一种焊接法。超声波塑料焊接可以确保焊接后非常牢靠,不仅性能得到保证,还有很好的外观效果。
1.2 超声波塑料焊接原理
当热塑性的塑料受到超声波的作用时,在接触面上会有高频率的振动,这种高频振动会生成超声能量从而造成焊接区域产生局部的高温。另外由于塑料本身的导热性能比较差,无法及时地散发高温,导致高温聚集在焊接区域,从而使接触面的位置被快速熔化,然后再通过施加外部压力作用后使它们融合在一起。当要停掉超声波时,外部压力施加的作用还要再维持数秒,确保可以充分凝固成型,从而实现焊接的目的。焊接原理如图1所示,将振动产生的能量从焊头传递到工件,然后工件之间摩擦产生的热量将工件接触熔接面熔化,从而焊接成一体。
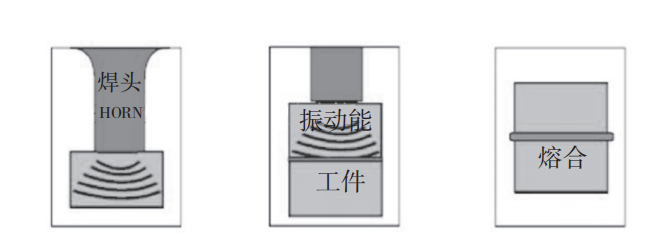
图 1 超声波塑料焊接原理图
1.3 超声波焊接设备
在进行超声波焊接时要根据不同的产品类型来选择相应适合的超声波焊接设备,以下对超声波的焊接过程和设备进行介绍。
1.3.1 焊接过程介绍
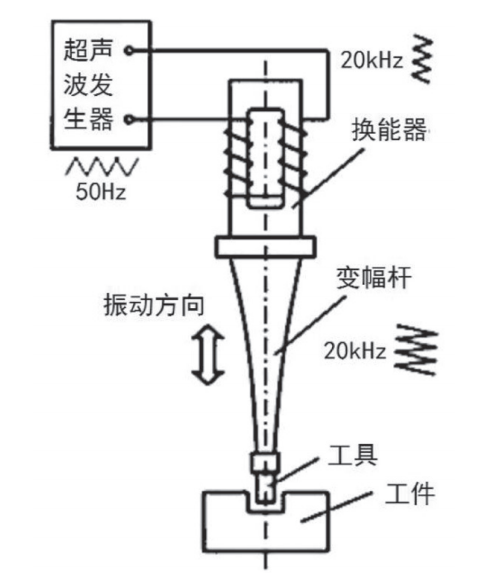
首先利用超声波发生器把50Hz电流转换为15kHz~40kHz的高频电能。然后通过换能器把高频电能转换为机械能,之后再通过变幅杆装置把机械能传递到焊头。最后这些振动能量透过焊头传送到要焊接工件的接合部位,在这部位,振动所产生的能量利用摩擦生热的方式后会转换成高温热能把要焊接的塑料进行熔化。如图2所示。
1.3.2 设备主要部件介绍
1.3.2.1超声波发生器
将50Hz的电能转换成15kHz~40kHz的高频电能。然后再驱动超声波换能器进行工作。
1.3.2.2超声波换能器
将高频率的电能转换为相同频率的机械能,超声波换能器的材质一般是压电陶瓷。
1.3.2.3超声波变幅杆
通过调整振幅杆的质量比来加大或者降低振幅,调节振幅的大小。
1.3.2.4超声波焊接头
在一定焊接压力的作用下焊头把超声波振动传递到要焊接的塑料件上,焊头要和焊接件相匹配。
1.3.2.5底模
在焊接时要对焊接件进行固定和支撑,用于固定和支撑的夹具就叫做底模。
1.4超声波塑料焊接的优点
超声波塑料焊接具有独特的工艺,其优点如下。1)快速精确:绝大部分超声波塑料焊接可以在0.1s~0.5s完成。2)品质稳定:采用机械化生产,焊接产品的质量稳定可靠。3)经济实惠:不需要用大量夹具、胶合剂,减少人工,降低成本。4)美观清洁:表面成形好,不损伤不变形,无划伤及胶合剂残痕。5)工序简洁:不需要预热,不需要清洁等前后道工序。6)操作便捷:只要设置好焊接参数,操作十分便利。7)强度高、气密性好:焊缝成分与母材一样,强度高,气密性好,不漏水,不透气。8)可实现自动化焊接:15K超声波塑料焊接机非常易于实现自动化。
2超声波塑料焊接工艺
2.1超声波焊接工艺参数说明
超声波塑料焊接工艺的技术参数主要包括频率、振幅、焊接时间、焊接压力、保压压力和保压时间等。实际焊接作业要结合焊接件自身特性、焊接设备条件和焊接参数组合等因素来综合确定最佳的焊接条件。下面对各个焊接工艺参数分别说明。
2.1.1焊接频率
超声波常用的频率有15kHz、20kHz、30kHz、35kHz和40kHz。其中使用20kHz的频率一般会比较容易实现我们所需要的振幅和功率。使用高频焊接具有声音小、可焊接小尺寸工件、焊接压力小和提升加工效率等优势。采用低频焊接可以大幅降低塑料中超声波的衰减,使焊接的距离更加长远。
2.1.2振幅
振幅是指焊头的端面在焊接时在长度方向上从一个最低端到一个最高端之间的距离。在超声波塑料焊接的工艺参数中,振幅是至关重要的一项,选择恰当的振幅,超声波塑料焊接的效果可以得到明显的提高。较小的振幅会导致塑料变形不足,阻尼震荡不足,造成材料不能完全熔合,并且可能还会产生熔体碎屑,也会造成焊接的速度过慢。而振幅较高时则会导致材料的焊接温度较高。所以说振幅这个工艺参数对焊接的影响程度是最大的,在焊接区域产生的热量和振幅的平方存在关系,即使振幅稍微波动一点,其造成的影响都会很大。
2.1.3焊接时间
焊接时间指的是施加振动的时间,要想达到良好的焊接效果,必须选择合适的焊接时间。在焊接过程中热量和时间是呈正比关系,焊接时间越长所产生的热量就越大。通过不断反复的试验来确定合适的焊接时间,在实际作业过程中焊接时间要考虑适当延长,使焊缝的强度效果达到最好。不过如果焊接时间增加过长的话也会提高产生焊缝飞边和零件压痕的可能性。过量的飞边会影响产品的外观,还要人工进行去除飞边,降低生产效率。
2.1.4保压时间和保压压力
在超声波停止之后,为了让工件能够很好地焊接在一起,需要在一定时间范围内持续施加一定的压力,这里所需的时间和压力就是保压时间和保压压力。保压时间和保压压力对焊接强度起正面的作用,一般在合适的保压压力前提之下,保压的时间越长焊接的质量就越稳定,跟其他工艺参数相比,保压时间和保压压力对焊接接头强度的影响比较小。
2.1.5焊接压力
合适的焊接压力是达到好的焊接效果必不可少的条件之一。如果焊接压力太小,不仅会导致产品表面磨损、焊接的噪声增大,还会导致焊接的熔体不足,熔接的强度不够。通过适当地增加焊接压力就可以大幅地提高焊接连接力,同时可以使焊接表面的磨损减少。如果焊接压力太大,就会造成焊接件之间相互移动,导致焊接熔体过多从而在产品表面溢出,而且还有可能出现焊接压力没有作用在焊接结合点位置的情况。
2.2超声波焊接的模式
不同的超声波焊接机有不同的模式,例如有时间模式、相对深度模式、混合模式等。焊接模式的不同对焊接作业的过程和效果都有极大的影响,所以根据不同类型的焊接制品来选择相应适合的超声波焊接模式至关重要。
2.3焊接工艺参数的优化
通过上述各项分析可知,超声波塑料焊接中的各个焊接工艺参数是相互影响和制约的。不管是改变振幅、焊接的压力、时间和模式都会对焊接的质量有直接的影响。而焊接件本身的含水率和采用的脱模剂等塑料的物理特性也会影响到焊接的性能。另外塑料焊接导能筋的结构设计和焊接工件本身的可焊性的好坏会直接影响到焊接质量。所以确定最好的工艺参数组合,要综合考虑全部因素对焊接质量的影响,而不是单独分析其中一两个因素对焊接质量的影响就可以了,先通过全面认真地分析之后,再进行针对性地调节和优化。
超声波塑料焊接是应用非常广泛的一种塑料焊接方法。 超声波塑料焊接具有环保、操作技术简单、焊接的效率高等多个优点,是各个行业大批量生产时优先选择采用的塑料焊接方法,超声波塑料焊接的重点是合适的焊接设计、合理的焊接工艺参数组合和合适的塑料件焊接物理特性。随着塑料取代金属材料的趋势越来越大,超声波塑料焊接工艺已经成 为塑料制品加工工艺中非常重要的技术之一。