高新技术企业ISO9001
服务热线:135-3042-8982

塑料旋转摩擦焊接技术介绍
旋转焊是一门简单、经济的摩擦焊技术。它是需要高强度、密封圆形接头塑料件的首选焊接方法,适合于连接大大小小的塑料件及各式各样的热塑性树脂。
旋转焊原理及过程旋转焊的原理,如图1所示。它是一个工件高速旋转并紧压另一固定工件,在两工件间产生摩擦热,配合面得以熔化并融合在一起。旋转停止后,压力保持到熔化材料凝固形成永久连接。
焊接前两工件分别置于上下夹具中,上夹具下降,上下工件接触。焊接过程中两工件在压力下旋转摩擦发热,工件界面熔化并融合在一起。焊接后焊缝在压力下充分凝固,上夹具上升,移走工件。
旋转焊接过程可分为4个阶段。
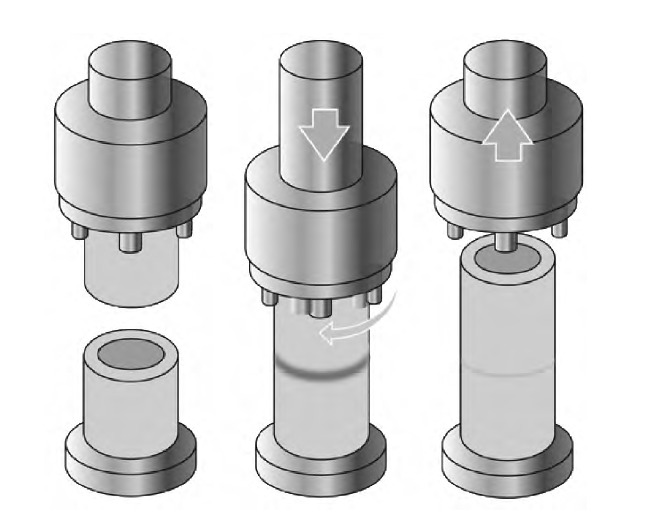
旋转焊原理简图
(1)第1阶段:两固体表面之间通过旋转摩擦产生热量,界面区域升温至结晶性塑料的熔点或非结晶性塑料的玻璃化转变温度。
(2)第2阶段:界面材料开始熔化。随着熔液厚度增加,部分熔融材料作为飞边挤出接头。
(3)第3阶段:熔融材料产生的速率等于材料作为飞边移开的速率。一旦到达该阶段,通过摩擦或制动装置停止驱动头旋转。1-3阶段的时间为0.5-2.0S。
(4)第4阶段:驱动头停止旋转,工件在预置压力下结合在一起以确保熔液表面之间的紧密接触。接头冷却形成永久连接。第4阶段时间是1-2s。
旋转焊特点
旋转焊的优点是简便、能量效率高、质量好、成本低、能焊接的材料广(适用于绝大多数热塑性塑料及某些异种塑料)、生产率很高(大部分工件的焊接时间只有几秒)、焊缝不引入外加材料,无须考虑环境因素等。旋转焊非常适合于获得比母材自身强度高的耐压密封接头。由于加热局限于焊接界面,很少产生过热,冷却时间又短,非常适合于自动化流水线,多头自动装置每分钟可焊接300个零件。旋转焊可焊接大断面(现已焊接的最大直径工件为1100mm),对长而高的工件,旋转焊优于超声波远场焊。工件可以是任何形状,只要所需焊接的配合面是圆形的即可。由于界面处发热量取决于相对表面速度,圆形零件外缘直径更大,表面速度更大,因而温度更高。这会造成温差,在接头中产生内应力。为减轻这种影响,有空心截面和薄壁的接头更可取。旋转焊工件必须能相对另一个工件自由旋转。如果焊机无法停止旋转于精确位置,则焊后需特定取向的工件不适宜旋转焊接。

旋转摩擦焊接机
旋转焊应用
旋转焊最早用于制造充液罗盘。汽车行业应用包括:罐、瓶、阀、灯、过滤器、滤杯(滤罩)、空气导管、加油管、弯头与歧管的焊接、挤压管材与燃油滤清器模制件的连接、三都平软管与聚丙烯进气管的焊接等。器械行业应用包括:阀门、偏流器、真空吸尘器罩、洗衣机弯管、冰箱滤水器、果汁与苏打冷饮机分路器等焊接。其它应用包括:桅冠灯、深水浮标、聚乙烯浮球、浮筒、化油器浮子、止回阀、弹出式灌水栓、油漆罐盖、喷雾罐、气雾瓶、传动轴、蓄气筒、灭火器、吹塑聚乙烯瓶、化妆品容器、丁烷打火机、饮料杯、保温杯、隔热碗、注射器、水罐等焊接。旋转焊还用于塑料管道,如聚乙烯管或聚氯乙烯管的焊接与修补。旋转焊可用于结构件的组装,如容器顶部和底部的焊接,还可用于螺柱与塑料零件的连接。
旋转焊是一种用于组装圆形结合面塑料工件的摩擦焊接方法。它通过摩擦力提供界面处的熔化热。焊接过程中施加足够的压力挤出少量的树脂飞边及过量气泡。工件旋转焊前,必须考虑以下方面:(1)材料种类及开始发黏的温度;(2)工件直径;(3)飞边产生的量及飞边的处理。






